Follow our sequel on the case results in the project Grip on Dryers – this time part 3 of 5.
Within the Grip on Dryers project, several companies that seek to innovate their drying process, teamed up with technology providers and experts from the Dutch drying community. In each case, the combined effort and knowledge exchange led to sufficient momentum and confidence for the industrial partner involved, to move beyond the idea phase and towards actual process innovation.
Danone/ Nutricia produces Infant and Medical Formulae (IMF). As IMF have strict nutritional, functional and microbial safety requirements, the production process, and notably the spray dry process, should operate within close specification of the product moisture content. Application of a suitable, direct, and inline product moisture measurement technique, holds the promise of a stricter process control with benefits towards constant product quality and production capacity.
Technology scouting
There are many methods to measure moisture in air and product, but there are a limited number of technologies that are also suitable for inline to be applied to industrial and hot drying plants (see Inline monitoring of moisture content NWGD-site, Esveld 2015).
For demonstration and Q&A, a workshop for the drying community was held at the ISPT office in Amersfoort. Participating technology suppliers were Quality2Process (NDC NIR sensors), Inventech (TEWS MW sensors), Innovation Handling (Acoustics), MCS Engineering (NIR, automation), IP&D Experts (Sampin Dielectric sensors), and BLW Visser (Pleva sensors).
For the Danone case specifications have been drawn up for inline moisture measurement for powders at the bottom of the spray dryer, and inline moisture measurement of the outgoing dryer air. For powder measurements, it is particularly important that in practice a reproducibility of 0.1% w/w should be able to be achieved, since powder may only vary within a close range of 2-4% w/w. Furthermore with regards to sampling, location, hygiene, robustness, and usability, implementation details and user experience is important. That is why experts from VSL and Nizo were invited to consultancy at Danone in Utrecht to share their know-how specifically on practical air and product moisture content determination. In terms of technology, a choice was made to compare Near Infrared (NIR) and dielectric measurement (RF). For NIR, the companies Foss and Quality2Process (NDC) provided further specific information about the use of their technology in the dairy sector.
Less is More?
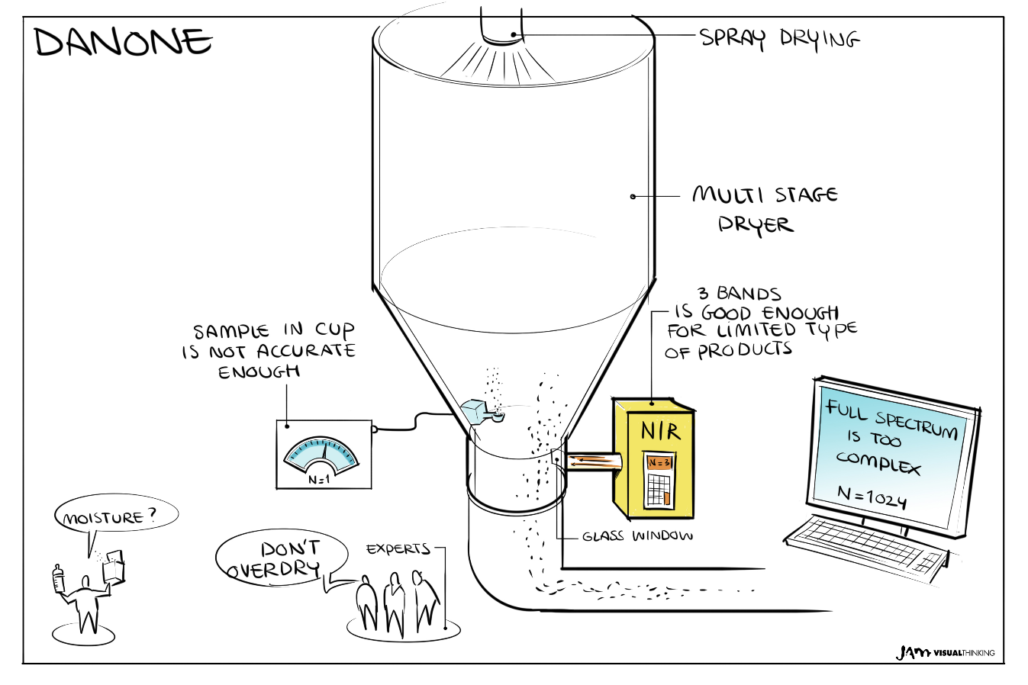
Foss’ technology uses a NIR spectrophotometer and therefore measures the entire spectrum. NDC technology uses a filter wheel that measures a limited number of (3-7) specific NIR bands. In general with NIR one has to combine information stemming from different wavelengths to compensate for irrelevant variations in measurement, such as differences in optical scattering (light scattering due to unevenness) or fat content.
The calibration model becomes more robust when more measurement variables are combined, but then the product variations to be compensated should all be in the calibration dataset. A NIR spectrophotometer with hundreds of wavelengths therefore needs a typically large calibration set, to train the complex multi-variate models. These datasets are already available for milk powder from other producers, but it is not clear whether these where also directly applicable to Danone.
With a filter wheel NIR sensor, the model is much simpler, not much different than a suitable ratio of the water-NIR band compared to other non-water bands. The scaling to the moisture content is then adjusted for different product categories, to compensate for detected systematic differences. For the intended application, this means that process data can already be collected with foreseeable calibration on a limited product class, and it can be evaluated whether there is reason to expand or correct the number of calibration models.
The capacitive radiofrequency (RF) or microwave (MW) inline sensor is not based on molecular vibrations, but on the dielectric properties of the bulk, and is therefore sensitive to density variations of the measured powder.
Microwave measures two parameters (resonance frequency shift and bandwidth) that depend unevenly on density. Therefore density variation can be partially corrected for, which was demonstrated by TEWS for particulates flowing over a belt, much like an external fluidized bed. Due to the construction of MW resonance technique, it is, however, not suitable for an internal fluidized bed at the bottom of the multistage spray dryer. The Sampin’s RF measurement technique is particularly suited for an internal fluidized bed, as it is basically a cup which is repeatedly filled and blown out. RF is however a single parameter technique and hence a compensation for different filling densities cannot be made.
Laboratory tests and Practical evaluation
NDC’s NIR laboratory meter supplied by Q2P has been successfully validated by the Danone laboratory for different types of powders and moisture levels. It can be concluded that the technology in lab execution is suitable for measuring moisture from baby milk powders with the intended accuracy of 0.1%. The test set was too small to distinguish if differences in particle size, fat content, and other composition variations contribute to a systematic deviation, since the manual reference analysis methods is relatively labor intensive.
The laboratory evaluation of the Sampin RF sensor is complicated, because the filling of the measuring compartment is only representative when placed directly into a fluidized bed. Pre-test by IPD experts in at Marburg University in Germany indicated several problems. Because powder is used from a small mobile spray dryer, the particle size is too small for a reproducible filling level of the measuring cup. Overall it was concluded that filling reproducibility cannot be better than 0.1% w/w. Because there are several other variations on top of it, it has to be concluded that this technology cannot meet the specification of desired final quality for the intended products.
After the selection and evaluation within the GRIP case, Danone decided to invest in NCD (Q2P) NIR equipment for the pilot dryer and an internal program for further practical testing and evaluation of inline measurement technology is now under way.
Acknowledgement
This project is co-funded by TKI-E&I with the supplementary grant 'TKI- Toeslag' for Topconsortia for Knowledge and Innovation (TKI’s) of the Ministry of Economic Affairs and Climate Policy.